�������̳������塱��˿���п�ϵͳ������Ŀ����ִ��ϵͳ���
1 ǰ��
�������̳������塱��˿���п�ϵͳ2000����ƣ�2001��12��Ͷ����ʽ���С������²�Ʒ���¼������¹��յIJ��Ϸ�չ�����°湤�չ淶���ƹ�Ӧ�ã�Ŀǰ��ϵͳ�����ϴ��ںܶ��Ӧ�������
��1��ԭ�п�ϵͳΪ��һ�����Ʋ�Ʒ��ԭ��Ƶĸ��������ģ���߶ȹ���������ϵͳ�ʸ��Խṹ���ԼӸĶ�����Ӱ������ϵͳ��ת�������еĸ��ھۡ���ż�ϵ����˼����ȫ�෴�������豸���յ���ģʽ�����ɽ�MESϵͳ��
��2����ʱ���ʱΪ����������������ȣ������ҳ��ϲ���������������ӹ�����˿���䡢��˿ת��ȶ����������ʵʩ��Ӧ�ã���ʹ�������ģʽ�����п��ƣ������������������ڵ���ϵͳ֮�⣬��MESϵͳ�����Ѵ��ڵ���ʧ��״̬��
��3�������з���ӹ����ȣ�ʹ������������ȿ��Ʊ����˹�����ȷ�ϣ������߶Ƚ��ţ�ѹ�����׳�����
��4��ʵ��������ϢҲ����Ч���١�������������������ݺ������ݵ����������������ظ�����©����������ʷ�������ݳ��ֽϴ�Χ�����������⡣
���ڽ���������⣬����˱�����˿���п�ϵͳ������Ŀ��
2 ϵͳ�������
2.1 ϵͳƽ̨ѡ��
����ִ��ϵͳ(Manufacturing Execution System��MES)�ǽ�10�����ڹ�����Ѹ�ٷ�չ����������������������ʵʱ��Ϣϵͳ��GE ������˾��Proficy Plant Application�����¼��GE PA��ϵͳ�������˽�������������ƽ̨����������Ŀǰ�Զ���ҵ�缯�ɶȽϸߣ������Ժ������ԽϺõIJ�Ʒƽ̨������������ϵͳƽ̨�ϣ������ڽ��µ� Web ����ܹ���.NET ������Ŀǰ��ҪӦ�����̲ݡ����������ۡ�ʳƷ����ҵ��
2.2 ϵͳ����ṹ
����Ŀ��GE PAϵͳ��ƽ̨Ϊ����������̲���ҵ���ص㣬����.NETƽ̨���ж��ο�������Ƴ�һ���ʺϾ��̳���MESϵͳ��ͨ��GE PA���������Ӧ��ģ���ϵͳ�������γ�һ������Ľ��������������������Ϣ����ģ�鹹�ɡ�
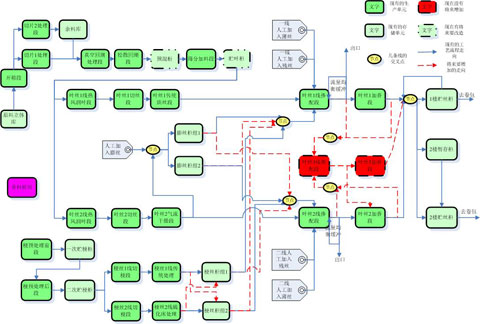
ϵͳ����ģ��ͼ����ͼ1ϵͳ���������������²�ΪIFIX���ݲɼ��㣬��Ҫ����˿����IO���ݲɼ�ϵͳ��HXD���ݲɼ�ϵͳ���ɼ���������Ҫ�IJ������浽GE Proficy Historian (���¼��IH)���ݿ��У�����MES���ѯͳ�Ʒ����ȣ�ORALCE���ݿ��������������������ݣ�����ͳ�������Լ��豸���������ݣ�ͨ��GE PA���������Ӧ��ģ���ϵͳ��������IH��ORACLE���ݿ�����������MES��GE PAƽ̨Ϊ���������ο������ʺ��ھ��̳���MES�����Ϳͻ��ˡ�ͬʱ��PORTAL��Ϣ�Ż�Ҳ���ɽ�MES�ͻ��ˣ����û����Դ�ͳһ��ڵ�½MESƽ̨��Զ�̼��WEBƽ̨��
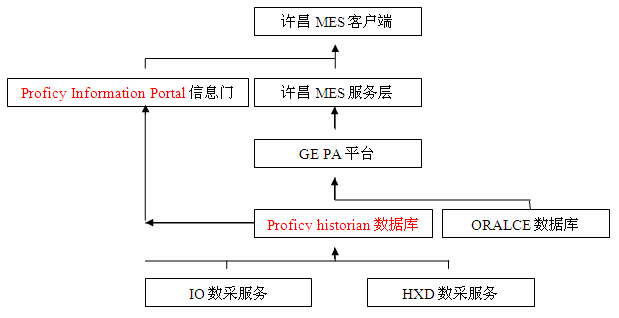
ͼ1ϵͳ����ṹͼ
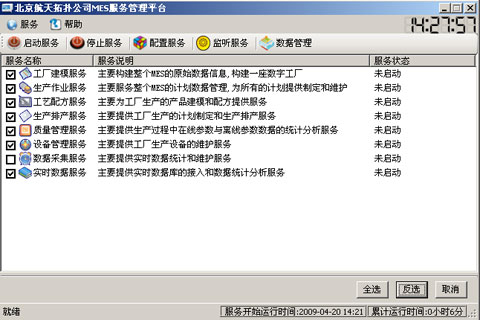
ͼ2 MES���������
3ϵͳ��ϸ���
��ϵͳ��Ҫ��ϵͳ������������ģ�����������������������豸��������Ա���������������ȼ�����ϵͳ��ɡ����и���ϵͳ�ֱַ������������ģ�飬����ϵͳ֮����������ศ��ɣ�����֮��Ĺ���Э������һ�������걸�����ܿɿ�����˿������ִ��ϵͳ��
3.1������ģ
3.1.1������Ԫ����
������Ԫ����������ģ�͵Ļ�������˶�������Ԫ�Ļ��ֺ���Ҫ��
��1�������������Ԫ���֣�
�ܶ����������ϵĽ�С������λ��ÿ���Լ��·����ղ��������������š��ƺţ�������ͣ�����ڶβ��ô��ڲ�ͬ�ƺţ���Ϊ����·�ߵĻ�����
��2�� �洢��Ԫ��
�洢��ԪΪһ��������������Ĵ��ʹ洢�豸����Ҫ���ܱ���һ���������ϣ��ұ������ټ���Сʱ���ϣ��ɻ��ֳ�һ���洢��Ԫ���洢��Ԫ����Ϊ������Ԫ��Դͷ����Ŀ�ġ���˺�ǰ������Ԫ���ߺ�������Ԫһ����ơ�
ͼ3 ��˿����������������Ԫ�������
3.1.2 �����豸��ģ
������ģϵͳ�ܹ����ݳ�����豸������չ���ISA95���Գ��������������ж�̬�����ֽ�ģ������ƽ̨������������ģ��Ϊ���������豸���иĶ���ֻ��������ģ���ж���Ӧ���豸���иĶ��Ϳɣ�����ģ�����Ӧ���Զ��ı䡣
������ģ������Ҫ��Ϊ���Ž�ģ�������������Ԫ��ģ����������Ϣ���������������еĹ���������Ϣ��ģ����������Ϣ��������Ϣ����ϸ�Ľṹ�����ݼ�ͼ2.
ͼ4������ģ����ҳ��

ͼ5������ģ�ṹ������
3.1.3 �����¼��Ľ�ģ
�����¼���ģ�������豸��·���Ϸ����ĸ��������¼����ж��壬��Ҫ��������Ԫ�����¼����豸�����¼�������״̬�¼��ȡ�
3.2 ��Ʒ����ϵͳ
��Ʒ����ϵͳ�����̳���Ʒ�Լ���صĹ����䷽��������Ʒ���Ը��ݲ�ͬ�IJ�Ʒ������й���������ȫ�䷽������ӹ����ƣ����ϳ��������ϵȡ�

ͼ6 ��Ʒ�������ϸ���νṹ
���ڲ�ͬ���Ʋ�Ʒ���ܻᾭ����ͬ�Ĺ����豸�������Ҫ�ƶ���ͬ��Ʒ�Ĺ���·�ߣ�����·���ɹ�����ģ�е�������Ԫ��ɡ�

ͼ7����·�߹�������
ͼ8 ����·�ߵ�ͼ�α�ʾ
ͬʱÿ����Ʒ�Ĺ��ղ������䷽�������豸�������Ա������������İ汾�����Ժ������֪��������ƵIJ�������İ汾��¼���ƶ�����ʱ���Դ�������������������ò��������ƶ������ӵIJ�Ʒ�䷽����ά��������ԣ����ղ����ɹ����ƶ�����ֻ�ܲ�ѯ�����ģ��ƶ��ƻ�ʱ�������䷽����������ѡ���������·���PLCȥ�����������ơ�
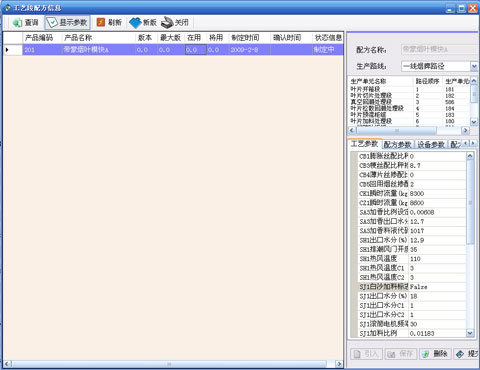
ͼ9 �����䷽����
3.3 ��������
���������е��ŴӼƻ���ִ�е��ֳ������ĺܶ���Ҫ��������Ҫ�����ǽ������������û����ϵġ�ͨ�����������̽���ͳ�ﰲ�ţ��ṩ���������̵�ָ�������������жԸ������ݵIJɼ���¼�룬���������ݽ��з��ഢ�桢�ھ�ͷ��������ɸ��ֱ������Ը��ٺ��о��������̣���߶��������̵Ŀ�������

ͼ10 �ƻ���������
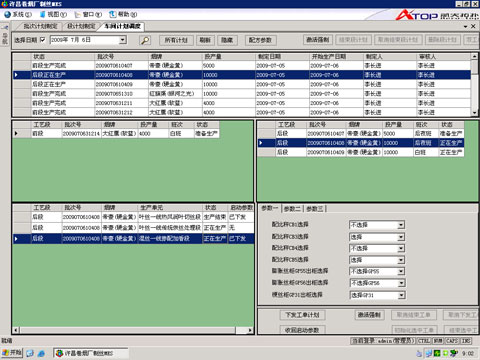
ͼ11 �ƻ����Ȼ���
3.4������������
��������������ϵͳ����Ҫģ�飬�ܶԸ���������������ͳ�Ʒ���������MES��������IH���ݿ�Ϊ��Ҫ����Դ��IH���ݿ����ٺ��뼶�����ȱ������ݣ�����ֻҪӲ���㹻���Ա���ܳ�ʱ������ݣ���˹���ϵͳ�ܷܺ����ȡ������Ҫ�����ݣ����ڸ�������������
�Բʺ�ͼ��ʽʵʱ��ʾ��Ҫ������������ݣ��ܶ�����������һ��ֱ�ӿ��ٵ��˽⣬����ʵʱ���һ�������иò���ʧ�������Լ�ʵʱͳ�ƽ����
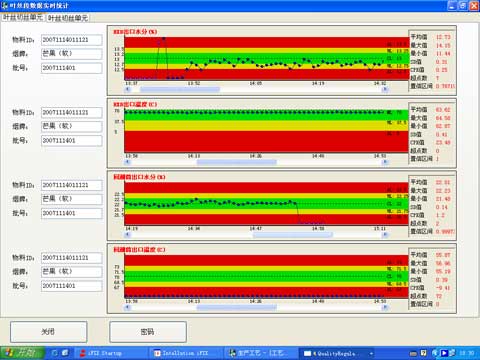
ͼ12 �ʺ�ͼ����
���ڼ������ݣ�ͨ������Ա¼���������ݣ�����¼��ʱ����ܺ�ͬʱ������߲ɼ����ݽ��жԱȡ�
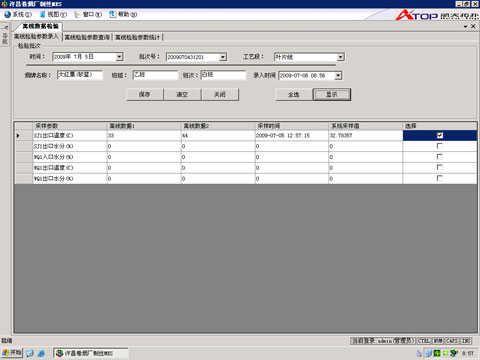
ͼ13 �����鱣��
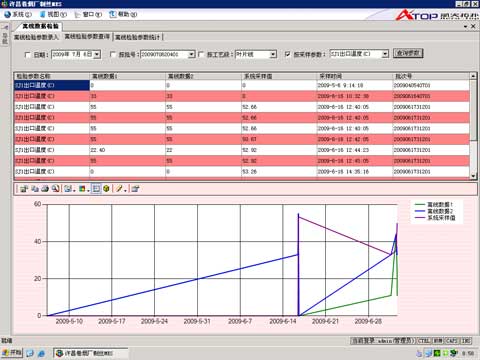
ͼ14 �������ѯ
�Ը������εIJ�������ʵʱSPC��X-R��X-S����ͼ�η�����Ҳ���Բ�����ʷ�����ݽ�����Ӧ��SPC����ͼ�η�����������ʵ�ֹ��̿��ơ������Լ�Ԥ�⣬Ȼ������ָ��������

ͼ15 PORTAL�ϵ�X-R ��X-Sʵʱ����ͼ��ҳ
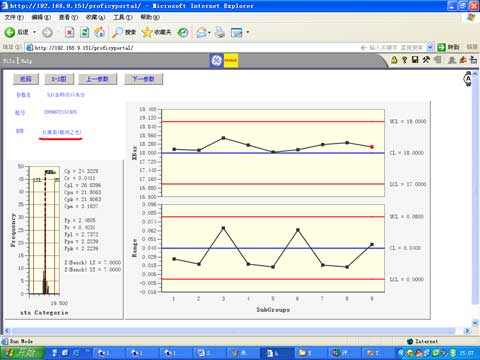
ͼ16 ���ϻ�����ˮ��X-Rͼ
ͬʱ�ܶԹ��̲��������������ݲ�ѯ��������ͬʱ�ܶ�һ�������ڵĶ����������ͬʱ�����������������쳣��ԭ���������������������

ͼ17 ���ղ���ͳ�Ʒ���
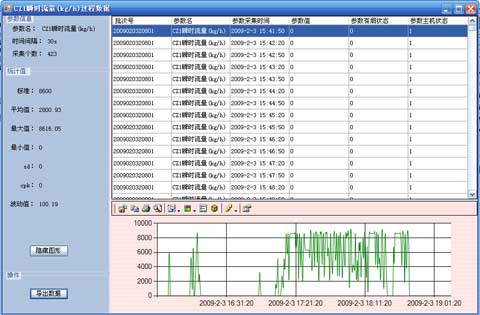
ͼ18 �����������ݵ���ʷͳ�Ʒ���
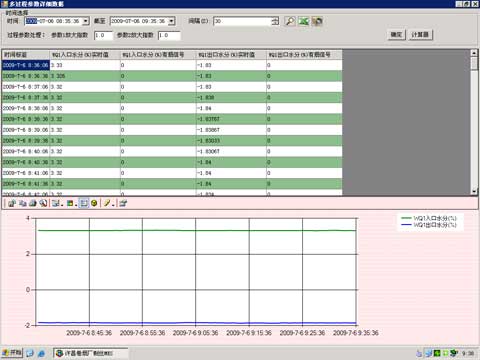
ͼ19 ����������ݵ���ʷͳ�Ʒ���
3.5���豸������
�豸������Ҫ�����¼���ģ��Ϊ����
���ն�Ч�ʹ�����Ҫ��¼���նε���������ʱ�䡢��Ч����ʱ�䡢��������ʱ�䣬ͬʱ¼�����ʱ���ԭ���Ƿ���ɸù��ն�ͣ���ȣ�ͨ�����ϻ������ݵȽ����豸����Ч�ʺ��Ϸ�����
�豸�������������豸������ͳһ���������������������ά����ѯ�豸���ϵ�Ч�ʣ��ܸ��ӷ���IJ�ѯ��Ӧ�豸��������ϡ�
�豸
����Ķ�:
- ...��ͼ����������DZ��屳��ij��漶��ȫ���Ҫ��
- ...��ʹ���а�ȫ���ϵ�����洢������ȫ������ϵͳ
- ...������ƫ�ò�����Դ������Ľ��½�չ��Ӧ��
- ...�����¿�˹����ijƷ�����ܲ���������������ƪ
- ...�����ߵ���ʽ�¶ȼ��������ϵͳ�����ŵ���ʧ���Ӱ��(��)
- ...�����ߵ���ʽ�¶ȼ��������ϵͳ�����ŵ���ʧ���Ӱ��
- ...��RTD����ϵͳ�����ŵ���ʧ���Ӱ��
- ...������BR/EDR �� Bluetooth Smart��ʮ����Ҫ����
- ...�� ��о���������Уδ�������˻�������ƴ���������ʽ����
- ...�� ̽�صڶ�������ɽӥ�����¡����������鼼����̳��
- ...�� ��2018�й��뵼����̬����ᡱ�ڽ���ʡ��������
- ...�� �������¹滮��CITE 2019�t���ǻ�δ��
- ...�� ��������������TI���ײ������������ڴ�������ܵ�����
- ...�� �ⷨ�뵼�壨ST����Cinemo��Valens��CES 2018չ��������ʾ������Ϣ���ֽ������
- ...�� �������ɵ�·��ҵ���·�չ�߷���̳�����ھ��ٿ�
- ...�� ������ǿ�Ƴ���PCIM����2017չ
- ...�� GPGPU����������й�оƬ��ҵ�Ŀհش�
- ...�� ��������Ʒ�����Wi-Fi���ӵ��ĸ��ؼ�����
- ...�� �������й�MEMS���ܴ�������ҵ��չ��ἴ���ڰ��������Ļ
- ...�� IAICר��������й�о��Ӧ�ô��£���Ϣ��ȫ�߷���̳��������
- ...�� ���ܿ�����Դǯλ����
- ...�� ���5G���ײ�OTA ���Լ���
- ...�� ����г����������ƶ�Molex��ǿ��������ķ�չ
- ...�� �й���ɫ�������˳�������ٿ��ڼ� ����ѧ���ù�̽��ɫ��չ��ģʽ
- ...�� Efinix® ȫ������AI��Ե���㣬�ɹ��Ƴ�Trion™ T20 FPGA��Ʒ, ͬʱ����Ʒ��չ����ʮ������Ԫ��T200 FPGA
- ...�� Ӣ������������ᣬ�����ǻ�������
- ...�� �����Ʒ�������������ֻᱱ������Դר���ɹ�����
- ...�� Manz���ǿƼ�����뵼������ Ϊ��弶�ȳ��ͷ�װ�ṩ��ѧʪ�Ƴ̡�Ϳ��������Ӧ�õ������豸�������
- ...�� �е���BITRODE������ز���ϵͳ˳��������������Դ
- ...�� �е���FTFϵ�е�ز���ϵͳ�б걱������Դ�����ɷ�����˾
- ...�� �е����ʸ�ѹ��Դ����ʽ����ϵͳ�ɹ������е���è
- ...�� �е������ڵ綯�������ؼ������������ֻ��������Ƚ���������