
����ʽ�ӣд��ѹ���Ƽ���
�ؼ��֣�Ӧ��
���ڸ����ˡ��ף�����ƽ
�Ϻ����������ɷ�����˾���Ϻ�
ժ������Ҫ�����ѹ���ӣУ�����������ͬ����������ʵ�֣�ֱ��Ӱ�쵽������������Ч�ʺ�������Ϊ���ҵ���Ч�ķ������ﵽͬ�����Ƶ�Ŀ�ģ��������������������һ���ȼ��ٺ�ͬ���������÷ֶμ������ϵķ������÷�������Ӧ�ô����������Կ��ƻ��������˽�ģ�Ƶ���Ӧ�û�ͼ��ȷ����ͬ��������һ�μ��ٿɴﵽ�Ľ��ٶȺͽǶȵ�ѡ��Χ��ͬʱ�����˼��ٶȺͼ���ʱ��ļ��㷽����Ȼ�����ʵ���������������ڳ�������ֵ��ٽ������������Ӧ�IJ�������������ϵͳ�ĸ�����ʵ�ִ��ѹͬ�����Ƶ���Ч������������������Ż������֣��������������ѹ������Ч���������ÿ��Ʒ����ܹ���Ч�Ľ��ͬ���������⣬�����ڴ���
���ܹ��ȶ��Ľ�����Ч������Ӧ��ǰ��ʮ�ֹ�����
�ء������ʣ����ѹ��ģ�飻������������ͬ������
����������
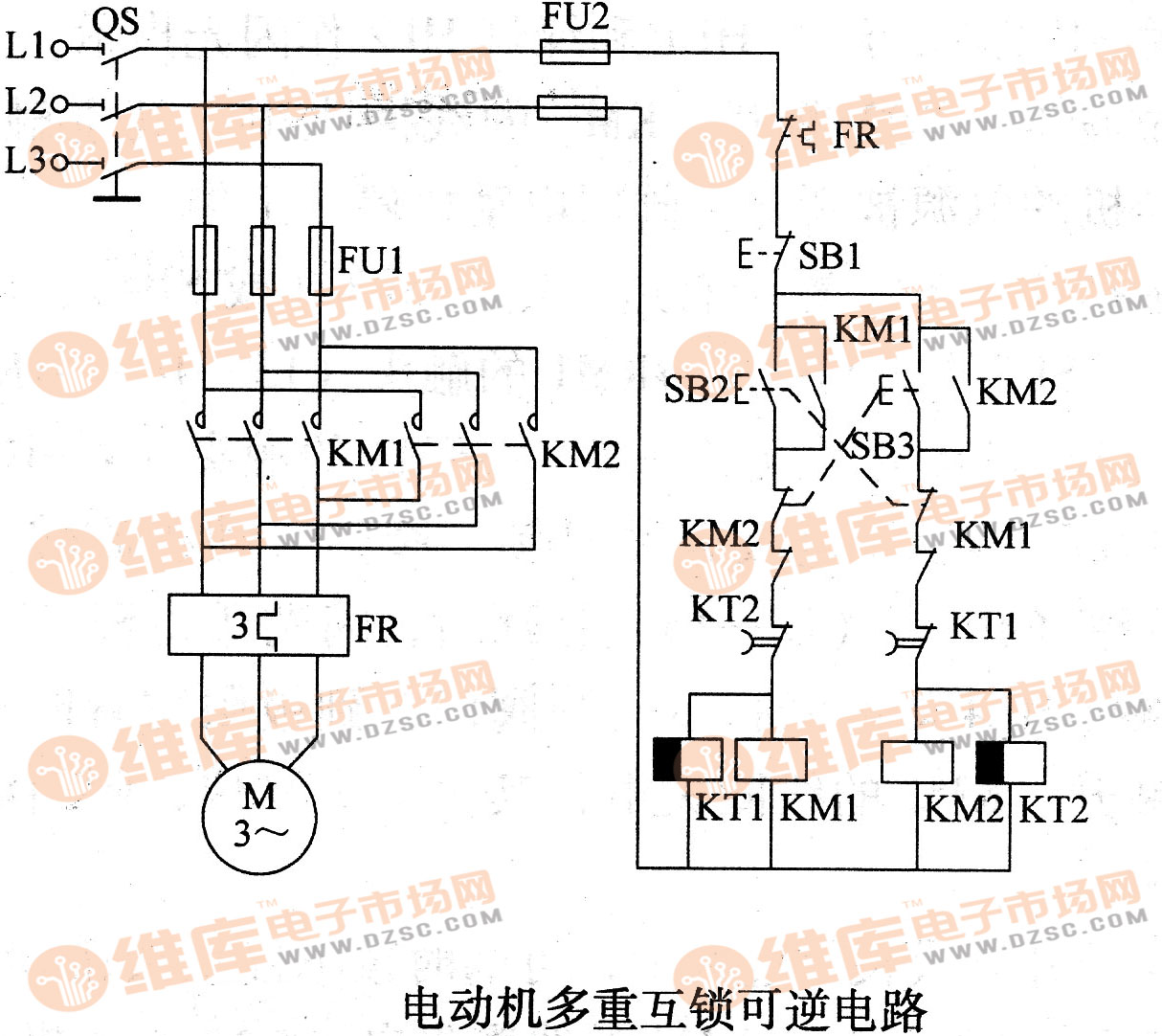
�ӣд��ѹ����������Ҫ�豸����λ�ڴ��������������֮ǰ�������ڿ��ư������ȼ����Ⱦ��ȵ�װ�á����ѹģ����������������ͬ�������Ĺ�ͬ�����£��������ͬ��ǰ����ͬʱ�������в�ѹ��Ȼ������ٷ��أ��Ӷ�ʵ�ֶ����������������ԵIJ�ѹ��ֱ�����������ʵ�ֲ�ѹ�����ۣ��ݡ�
����Ķ�:
- ...��ͼ����������DZ��屳��ij��漶��ȫ���Ҫ��
- ...��ʹ���а�ȫ���ϵ�����洢������ȫ������ϵͳ
- ...������ƫ�ò�����Դ������Ľ��½�չ��Ӧ��
- ...�����¿�˹����ijƷ�����ܲ���������������ƪ
- ...�����ߵ���ʽ�¶ȼ��������ϵͳ�����ŵ���ʧ���Ӱ��(��)
- ...�����ߵ���ʽ�¶ȼ��������ϵͳ�����ŵ���ʧ���Ӱ��
- ...��RTD����ϵͳ�����ŵ���ʧ���Ӱ��
- ...������BR/EDR �� Bluetooth Smart��ʮ����Ҫ����
- ...�� ��о���������Уδ�������˻�������ƴ���������ʽ����
- ...�� ̽�صڶ�������ɽӥ�����¡����������鼼����̳��
- ...�� ��2018�й��뵼����̬����ᡱ�ڽ���ʡ��������
- ...�� �������¹滮��CITE 2019�t���ǻ�δ��
- ...�� ��������������TI���ײ������������ڴ�������ܵ�����
- ...�� �ⷨ�뵼�壨ST����Cinemo��Valens��CES 2018չ��������ʾ������Ϣ���ֽ������
- ...�� �������ɵ�·��ҵ���·�չ�߷���̳�����ھ��ٿ�
- ...�� ������ǿ�Ƴ���PCIM����2017չ
- ...�� GPGPU����������й�оƬ��ҵ�Ŀհش�
- ...�� ��������Ʒ�����Wi-Fi���ӵ��ĸ��ؼ�����
- ...�� �������й�MEMS���ܴ�������ҵ��չ��ἴ���ڰ��������Ļ
- ...�� IAICר��������й�о��Ӧ�ô��£���Ϣ��ȫ�߷���̳��������
- ...�� ���ܿ�����Դǯλ����
- ...�� ���5G���ײ�OTA ���Լ���
- ...�� ����г����������ƶ�Molex��ǿ��������ķ�չ
- ...�� �й���ɫ�������˳�������ٿ��ڼ� ����ѧ���ù�̽��ɫ��չ��ģʽ
- ...�� Efinix® ȫ������AI��Ե���㣬�ɹ��Ƴ�Trion™ T20 FPGA��Ʒ, ͬʱ����Ʒ��չ����ʮ������Ԫ��T200 FPGA
- ...�� Ӣ������������ᣬ�����ǻ�������
- ...�� �����Ʒ�������������ֻᱱ������Դר���ɹ�����
- ...�� Manz���ǿƼ�����뵼������ Ϊ��弶�ȳ��ͷ�װ�ṩ��ѧʪ�Ƴ̡�Ϳ��������Ӧ�õ������豸�������
- ...�� �е���BITRODE������ز���ϵͳ˳��������������Դ
- ...�� �е���FTFϵ�е�ز���ϵͳ�б걱������Դ�����ɷ�����˾
- ...�� �е����ʸ�ѹ��Դ����ʽ����ϵͳ�ɹ������е���è
- ...�� �е������ڵ綯�������ؼ������������ֻ��������Ƚ���������
��Ʒ��Ѷ����


��ҵ��������